 Une soudure sur galvanisation.
Une soudure sur galvanisation.
Le zinc et la soudure ne font pas bon ménage. Ils sont même ennemis. Or, le zinc représente la meilleure protection de l’acier contre la corrosion. Surtout quand il s’agit d’application à chaud dans un bain de galvanisation ou en continu sur des tôles minces (procédé Sendzimir). Il y a fusion entre zinc et acier durant ces procédés. La soudure vient perturber cette harmonie de matières. Des précautions s’imposent car c’est sur le cordon de soudure que les défauts peuvent apparaître, avec pour conséquences des litiges…
1. Le risque santé
Le zinc s’évapore à 900 °C et provoque alors cette épaisse fumée blanche irritante pour les voies respiratoires du soudeur et de son environnement. Elle est la cause de la « fièvre des métaux » ou « fièvre des fondeurs » qui engendre frissons et nausées. Ce risque doit être réduit avec des torches aspirantes, des bras ou des tables aspirantes. Un masque ventilé en plus d’un masque respiratoire à cartouche filtrante P3 et, globalement, un atelier bien ventilé sont recommandés et toujours appréciés par la Carsat.
2. Le risque de défauts
C’est bien connu, le zinc fondu provoque des porosités sur le métal. Ces perturbations provoquent des défauts esthétiques mais sont aussi des facteurs de fragilisation de la soudure qui peut devenir cassante. La couche de zinc fondue peut aussi projeter des éclats sur et au-delà de la pièce à souder. « Avec le procédé TIG il y a un risque d’avoir des projections qui rendent le Tungstène inutilisable », rappelle Benoît Ferreira sur sa chaîne Soudure & Métallerie. Ce sont potentiellement des sources de corrosion et donc de litiges avec le ou les clients.
3. Décaper avant soudure ?
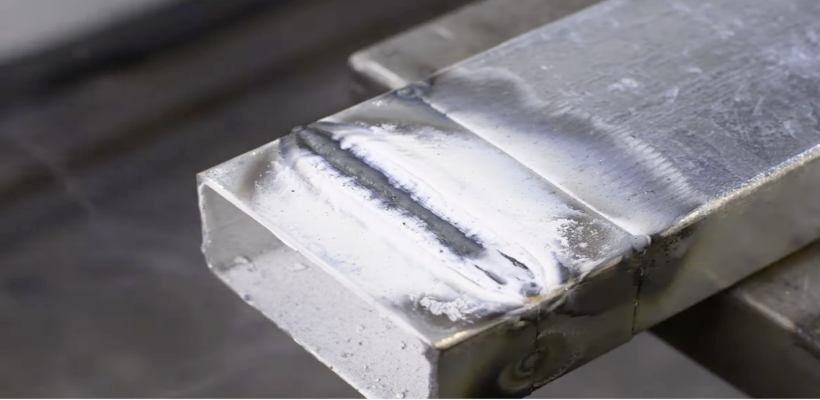
Une des solutions préconisées est d’enlever sur un à deux centimètres de largeur selon l’épaisseur du profil, la couche de zinc avec un disque à ébarber sur toute la longueur nécessaire pour le cordon de soudure. Le but est de retrouver l’acier brut. Plus l’acier est épais et plus la couche de zinc sera épaisse. Benoît Ferreira prévient qu’il est important de veiller à « décaper le recto comme le verso de la tôle. Tant qu’il n’y a pas d’étincelles, on n’est pas sur l’acier ». Dans le cas d’un tube, il faut trouver des moyens tels qu’une meuleuse droite pour décaper la zone concernée à l’intérieur. Certains professionnels utilisent des moyens chimiques (acide chlorhydrique dilué) pour décaper la surface concernée, ce qui impose un rinçage intégral et un séchage complet. À notre connaissance les métalliers n’utilisent pas, ou alors rarement, cette technique.
4. L’option du fil fourré
Nombreux sont les professionnels qui attaquent la soudure avec du fil fourré spécifique pour la galvanisation. « Ça enlève la couche de zinc avant de souder et nous sommes tous équipés de torches aspirantes », confirme Olivier Froger, directeur de production chez Duval Métalu.
5. Le cas du Sendzimir
La plupart des menuiseries acier sont livrées en Sendzimir c’est-à-dire avec une fine couche de zinc difficile à décaper compte tenu de la faible épaisseur du profil. Jacques Brunet de Forster recommande de « créer un chanfrein indispensable pour qu’il y ait un maximum de surface brute et avoir un mini-entonnoir de matière en fusion pour une soudure plus solide ». Casser l’arête pour augmenter la surface de soudage, c’est logique. Le soudage laser apporte-t-il une réponse sur les tôles fines ? « Le soudage laser apporte de bons résultats sur le sendzimir à condition de choisir le bon fil et le bon gaz », explique Christophe Lagarde de System Weld. Il recommande un fil dit « oxydant » de type SM-70 (référence de Weld’X) qui libère une forme d’acide qui décape le zinc avant fusion. Côté gaz il préconise l’argon aux dépens de l’azote.

Le décapage à la meule de la couche de zinc.